
All hands to the pumps
When COVID-19 patients began to arrive in hospitals in early 2020, doctors did not know how the virus would affect them. With flu-like symptoms, early sufferers struggled for breath as the virus attacked their respiratory systems and hospitals faced a surge of patients experiencing breathing problems. Intensive care units (ICUs) were concerned about running out of the respirators and ventilators that could provide oxygen to patients.
The NHS entered the pandemic with 7,000 ventilators. The government predicted early on that the NHS would quickly run out, with little chance of a rapid increase in production. Two established medical device companies, Penlon and Smiths, produced ventilators for different stages of the patient journey. Smiths produced portable ventilators, often used to move patients in ambulances, between wards and in areas where connection to mains power is difficult. These work complementary to a Penlon unit, which is for use in ICUs.
The combined production capacity of the two companies was 100 ventilators each month. The government’s forecasts suggested that the UK would need many thousands more. Gearing up to meet the anticipated demand became a priority.
The ventilator challenge
On 16 March, the government put out a call to UK industry to rapidly produce up to 15,000 ventilators for the NHS in just a couple of months. Companies such as Ford, more famous for mass producing cars, and Rolls-Royce, better known for making expensive jet engines, were quick to react. The motor racing industry also stepped in with McLaren, Williams and other Formula 1 teams offering the services of engineers who suddenly saw their racing season stranded in the pits.
Industry was keen to help but, as Dick Elsy CBE FREng recalled at an online Q&A event organised by the Royal Academy of Engineering*, there was a deafening silence as companies thought: “what do we do next?”. Elsy, CEO of the High Value Manufacturing (HVM) Catapult, a group of manufacturing research centres in the UK, decided to step in. He called his contacts at the top of the country’s engineering companies and, almost overnight, created the consortium that came to be known as VentilatorChallengeUK (VCUK).
This was no simple task. As Elsy put it: “ventilators are intricate and highly complex pieces of medical equipment”. The consortium had to balance the need for speedy delivery with adherence to regulatory standards. On 18 March, the government asked industry to throw itself into the production of what it called rapidly manufactured ventilator systems (RMVS). The Medicines and Healthcare products Regulatory Agency (MHRA) published a document with a general specification for ventilators. It was then up to industry to decide how to meet the specifications.
The VCUK consortium concluded that there wasn’t time to design a new ventilator, which would take time to get regulatory approval, a task that can take six to eight months in normal times. The quickest response would be to work with existing design. On 19 March, VCUK put its weight behind an existing design made by Smiths Group. The ParaPAC Plus is essentially a mechanical, mobile device that has been used in ambulances and hospitals in the UK and overseas for more than a decade. This device would meet the needs of patients in transit and less severe cases in hospitals.
Following a request from the Cabinet Office, VCUK then looked at an idea from Penlon, which had concluded that it could meet the specifications for the RVMS if it took key modules from its original anaesthetics system and built a smaller and less expensive unit. Penlon’s ESO 2 was designed to increase the supply of ventilators to ICUs. Within 24 hours, a small team of engineers from the consortium looked at Penlon’s technology and decided to scale up the production of that device.
As the virus took hold and wards filled up, the businesses worked against the clock to establish, from scratch, seven new large-scale manufacturing sites; conduct vital clinical trials; set up new parallel supply chains and acquire the required 42 million parts at peak lockdown; and recruit and train a frontline assembly team in a new age of social distancing.
A massive ventilator production scale-up
By the end of March, 5,000 companies offered support for this venture. VCUK split into two distinct work streams for the Penlon and Smiths devices. ‘Team Penlon’ was led by Dr Graham Hoare OBE FREng, Executive Director of Business Transformation and Chairman of Ford in Britain. The pre-pandemic production rate at Penlon was between six and ten ventilators a week. “We needed to get to something closer to 3,000 units a week,” says Hoare. “A massive scale up was required. It wasn’t about a single machine being manufactured by a single individual over maybe 20 hours over a week. We had to break it down into about 250 different activities in what became one of industry’s most interesting production lines.”
The manufacture of medical devices is highly regulated. According to Penlon, a new medical device typically takes two to three years to develop and launch. As industry started work to meet the challenge, Team Penlon brought in a group of heavyweight signatories from industry, including Ford, Siemens, Airbus, and McLaren, with the HVM Catapult as a focus for the collaboration between the companies. Bringing in engineers from Formula 1 injected a sense of urgency and pace into proceedings while the bigger companies contributed their larger scale processes. The larger medical industry players, including Siemens Healthineers, brought their own special skills and rigour to the process. Siemens was not active in the ventilator market, but has been a key player in medical engineering since the 19th century.
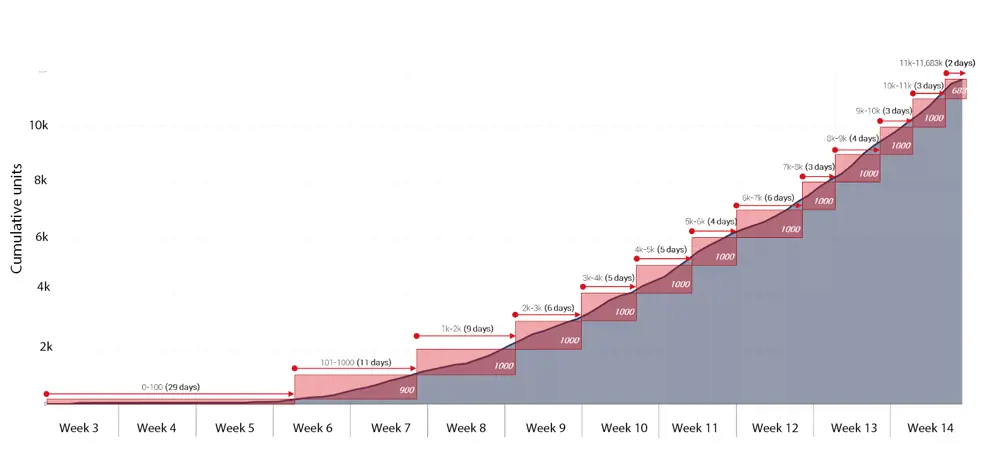
This graph shows the rate of the scale up of the Penlon ESO 2. The first unit of the new model was produced four weeks after the Cabinet Office set the challenge; 12 weeks later there were over 11,000. The acceleration of production was exponential as teams gained knowledge and solved issues. At the peak, the consortium was building 200 times quicker than previously achieved in Penlon. The second 50% of volume was produced in just 23 days, averaging 260 units per day
Each player in Team Penlon brought specialist engineering expertise to the challenge of creating a mass production line. The goal was to make, in less than three months, as many devices as Penlon would, in normal times, deliver in 20 years. The production work involved making everything from simple hardware to complex electronic control systems.
Even something as seemingly basic as trolleys to move ventilators required rapid action to manufacture by the thousands. McLaren Group took on the task, a technology business with expertise in simulation, engineering, electronic systems, and high-performance design. As Elsy described it, the Formula 1 team was grounded and there was “an enormous amount of engineering talent sitting there and waiting to get its teeth into something”. McLaren threw its weight into the rapid manufacture of components for ventilators, as well as the trolleys.
there was “an enormous amount of engineering talent sitting there and waiting to get its teeth into something”
McLaren Group set up a production line that turned 45 kilometres of aluminium extrusion into 250 trolleys a day. On the broader manufacturing front, in just 10 weeks McLaren manufactured more than 100,000 individual components. As Piers Thynne, Production Director of McLaren Racing, said: “not a single McLaren-manufactured part reached the production line with a deviation from the design or specification.”
McLaren also played a key role in the team that worked on producing more of the Smiths ventilators to market. Smiths had supplied ParaPAC units for over a decade, but in relatively small numbers.
When it came to mass production, VCUK needed to ensure that there were enough test boxes at each new production site to run final testing on the Smiths ventilators coming off the production line. Mark Mathieson, McLaren’s Director of Innovation, explained: “the Smiths device has a very complex production process. It’s incredibly rigorous and employs 18 different scientific test boxes to validate all the different components inside that device.” With only outdated design specifications available, this was a major hurdle that threatened to halt production of the devices. Instead, McLaren dedicated a team to reverse engineer, design, procure, test, and build 144 new test boxes. It used its extensive Formula 1 network to source over 35,000 parts from around the world and, by working over 12,000 hours in April alone, the team was able to get production back on track.

Augmented reality headsets stepped in when it came to assembling ventilators. The Advanced Manufacturing Research Centre (AMRC) at the University of Sheffield rushed Microsoft HoloLens headsets to the AMRC’s R&D facility in North Wales. HoloLens played a key part in training the assembly workers, while allowing them to keep a safe distance from one another. The headsets provided guided instructions and mixed reality to support the assembly of ventilator parts, and connected new factories around the country with skilled ventilator engineers at Penlon, Oxfordshire
Assembling all the ventilator components
It takes substantial manufacturing effort to assemble the hundreds of components that go into a ventilator. Airbus offered the Advanced Manufacturing Research Centre (AMRC) Cymru in Broughton in North Wales as a candidate assembly line. AMRC Cymru had opened its doors in November 2019, with a focus on manufacturing sectors including aerospace, automotive, nuclear, and food. Airbus, the first major tenant at AMRC Cymru, had barely started work on next-generation wing technologies when the call went out to the UK’s engineering sector to make ventilators.
Working with Airbus UK, AMRC quickly stripped out new equipment intended for work on wings and transformed it into a ventilator production line. Within a week, 500 Airbus operatives were preparing to work four shifts making sub-assemblies to be incorporated with other units into the manufactured ventilators. By 26 March, they knew that their role would be to make two sub-assemblies for Penlon’s device on eight assembly lines with 88 operators per shift for each sub-assembly.
AMRC Cymru was one of seven manufacturing facilities set up from scratch as a part of VCUK to complement the production at Smiths and Penlon. There were also ‘pop up’ factories at Ford in Dagenham, GKN Aerospace in Luton and Cowes, McLaren in Woking, Rolls-Royce in Filton, and Surface Technology International in Hook, Hampshire.
What was also remarkable was that digital tools enabled us to design the production line virtually in six days, saving thousands of pounds and hours in the real world.
In normal circumstances, it can take a year to create a new factory to assemble something as complex as the Penlon ventilator, with its 700 parts. The first lockdown was far from normal circumstances: the ventilator makers had to move more quickly and set up factories where workers could operate within the constraints of social distancing. Siemens Digital Industries drew on 100 people from its operations in Manchester and Congleton, including apprentices and young engineers at the start of their careers. Within just 48 hours they had created a computer model of the AMRC Cymru plant, using Siemens’s plant simulation software to optimise the factory’s layout. Ben Apps, a plant layout and virtualisation engineer at Siemens Congleton, described the process: “By creating a digital twin of the AMRC, mapping every inch of the available space, and using 3D design tools, we were able to maximise production massively. What was also remarkable was that digital tools enabled us to design the production line virtually in six days, saving thousands of pounds and hours in the real world.”
The digital tools also played their part in training the operators who would run the production lines. Siemens took 3D CAD data and converted it so that it could be presented in a standard web browser to make it easier to train 550 volunteer operators from Airbus.

The socially distanced assembly lines at Airbus, AMRC Cymru (left) and Ford in Dagenham (right)
The complete production line of Penlon machines ran from AMRC Cymru to Ford in Dagenham where the ventilator system was built, to Hook where the components came back together, and finally back to Penlon for the final test, which is critical for certification. Team Penlon ended up with around 2,200 people making machines.
“The parts side of the activity was phenomenally complicated,” says Hoare. Simply ensuring the supply of the 700 or so parts that came from all over the world was a key challenge. When production was in small numbers, if parts were no longer being made Penlon could draw on its existing stock. That was no good for the anticipated production rates. They even had to reinstate production lines in Israel to produce printed circuit boards. Hoare praises McLaren’s supply chain efforts. “They managed it as you would hope a Formula 1 team would manage their supply chain – very timely, very precisely.” The team sourced parts from over 22 countries, with the furthest distance travelled by a single part being 5,226 miles.
VCUK in numbers
🏅 Ventilator Challenge UK production figures
- 13,437 ventilators, enough to meet the normal demand for 20 years, were delivered to the NHS in 12 weeks
- Production reached a peak of over 400 devices a day
- Parallel supply chains acquired around 42 million parts and electronic components from over 22 countries
- The Penlon ESO 2 contains 365 unique items from 88 suppliers
- The Penlon ESO 2 device achieved full MHRA approval in just three weeks
- The consortium recruited and trained a frontline assembly team of 3,500 workers
- Production involved seven large-scale manufacturing facilities at Ford, Airbus, Surface Technology International, McLaren, Rolls-Royce and GKN Aerospace in Cowes and Luton
- The McLaren Racing machine shop alone manufactured 113,506 individual components
Logistics during lockdown
Inevitably, the massive increase in production meant creating a logistics organisation to ensure that everything came together when much of the UK was in lockdown. To handle 3.2 million parts, DHL Supply Chain created a distribution network from scratch. It collected parts from new sets of suppliers and ensured that they ended up at the right manufacturing locations to be turned into ventilators. At the same time, DHL also increased its support for the NHS with deliveries of personal protective equipment (PPE) and supplying Nightingale hospitals.
Manufacturing a medical ventilator is a part of a complex chain of events. Before they can be used on patients in the UK, new medical devices must be approved by the MHRA. Penlon and Siemens Healthineers guided the consortium through the intricacies of manufacturing devices according to the MHRA guidelines. It also advised the coalition on assembly and testing and helped to ensure that, from the outset, the venture took on board the MHRA’s strict regulation requirements, ensuring that no time was lost in the accelerated production process. As it leaves the production lines, each ventilator requires 30 pages of test and inspection documentation.
By 16 April, Elsy announced that VCUK had secured MHRA approval for the Penlon Prima ESO 2 device, in just under three weeks, and could accelerate production at the Penlon site in Oxfordshire and the new VCUK production lines in Broughton, Dagenham, Woking, and Hook.
As the number of participants shows, VCUK was a complex exercise in engineering management. Alongside creating production lines that could assemble thousands of machines, each made up of 700 parts in the case of the Penlon device, participants in VCUK had to put their heads together to consider numerous seemingly smaller issues where manufacturing meets medicine at the bench level.
A project of extreme engineering collaboration
How did it all work out? While the rest of the country was in lockdown, some of the UK’s leading engineers were navigating what was for them unfamiliar territory. Hoare summed up the effort that the UK’s engineering companies put into the work when he said: “It was a wild ride for the leaders of these companies. The companies provided everything that could be asked for and more, including teams of exceptionally talented volunteer engineers and technicians to turn these ideas and concepts into reality in the blink of an eye.”
“We have all personally learned a huge amount. Our companies have too,” says Hoare. When the project got under way, there were none of the usual systems in place for problem-solving, accounting and other tasks. With problems turning up at a rate of about one every 14 minutes at the start of the programme, the consortium had to move quickly: 50% of problems were sorted within two days and all critical issues were resolved within 22 hours, seven days per week, 24 hours a day. “We created cloud-based systems,” Hoare adds, which has led to an invaluable database. “All of that is mineable and harvestable.” Ford is just one business that plans to mine this repository for lessons for its wider operations.
“The biggest thing,” he adds, “is the ability to bring a diverse team together, even though many of us hadn’t met personally, and to be able to rapidly trust.” Choose the right people, he advises, and then miracles are possible.
It was the speed of execution that impressed Hoare, something that he plans to take back into Ford. “The biggest thing,” he adds, “is the ability to bring a diverse team together, even though many of us hadn’t met personally, and to be able to rapidly trust.” Choose the right people, he advises, and then miracles are possible.
Brian Holliday, Managing Director of Digital Industries, Siemens UK and Ireland, has his own take on the success of Team Penlon. “VCUK has been a project of extreme collaboration. This was achieved with ownership culture and leadership without ego. Internal divisions and competitor norms were carefully set aside for the greater good for society. Long hours were worked, sometimes away from families, often from home under lockdown but the team remained focused and passionate knowing that every ventilator produced can save a life.”
Unlike much of the response to the pandemic, the ventilator challenge grabbed few headlines during its lifetime. To a certain extent this was a deliberate policy. As Elsy explains, they wanted to be left to get on with the job. After the event, he says, they were much happier to talk, partly because of the story that it tells about the engineers’ response to the crisis. “It is a great story. It is a celebration for engineering and engineers. We have got a real determination to play that out fully.”
***
Information and quotes attributed to Dick Elsy CBE FREng, Chief Executive of the High Value Manufacturing Catapult, were taken from an online Q&A event, organised by the Royal Academy of Engineering, with him and Dr Graham Hoare OBE FREng, Executive Director (Business Transformation) & Chairman, Ford of Britain, on 29 May 2020.
With thanks to Dr Graham Hoare OBE FREng and John Gardiner from Ford, and Maeve Harte and Rosa Wilkinson from the High Value Manufacturing Catapult for their contributions to this article.
This article has been adapted from "All hands to the pumps", which originally appeared in the print edition of Ingenia 86 (March 2021).
Contributors
Michael Kenward OBE
Author
John Gardiner was the Executive Director for Ford Britain & Ireland and Corporate Communications. He now works as a Strategic Communications Special Advisor for Britishvolt.
Maeve is a Director at Sanctuary Counsel. Previously, she worked as Head of Strategic Communications at Erlam & Co and as a freelance Corporate and Brand Communications Consultant where she led the communications strategy for VentilatorChallengeUK Consortium, advising 33 businesses including Airbus, Ford, McLaren, Rolls-Royce and Siemens.
Rosa has worked at the High Value Manufacturing catapult since 2017 and is now the Director of Policy. Previous roles include Director of Innovation and Strategic Communication at the Intellectual Property Office and Director of Public Policy for Lloyds TSB. Her earlier career includes a variety of Whitehall policy roles including as Managing Director of the Government’s Small Business Service and Director of Manufacturing at the then Department for Trade and Industry. From March to the start of July 2020 she led communications for the Ventilator Challenge UK Consortium.
Keep up-to-date with Ingenia for free
SubscribeRelated content
Mechanical

When will cars drive themselves?
There are many claims made about the progress of autonomous vehicles and their imminent arrival on UK roads. What progress has been made and how have measures that have already been implemented increased automation?

R&D investment makes good business sense
In just five years, Dr Ralf Speth FREng has presided over a revolution in design and manufacturing that has helped create a new family of engines and has overhauled Jaguar Land Rover (JLR) production facilities.

Bikes help improve skills and attitude
The Archway Project is an independently-funded scheme that is expanding its engineering-based programmes by providing BTEC certificates and diplomas. John Milton, the director of the project, explains what the charity does to help reduce anti-social behaviour and improve employment prospects.

High speed evolution
In December 2010, Eurostar International Ltd awarded a contract for 10 new high speed trains to Siemens. The company has used a system developed over decades to maximise the performance and passenger-carrying ability of its 320km/h trains.
Other content from Ingenia
Quick read

- Environment & sustainability
- Opinion
A young engineer’s perspective on the good, the bad and the ugly of COP27

- Environment & sustainability
- Issue 95
How do we pay for net zero technologies?
Quick read

- Transport
- Mechanical
- How I got here
Electrifying trains and STEMAZING outreach

- Civil & structural
- Environment & sustainability
- Issue 95